انواع مدلهای خمکاری ورق فلزات
روشهای متفاوتی برای خمکاری فلزات وجود دارد، اما کلیه این روشهای خمشی ورق فلزات از این نظر مشابه هستند که هدف نهایی آنها تبدیل سازههای فلزی به شکلهای انحنا دار مورد نظر است. با این حال، آنها در عملکرد اجرا متفاوت هستند. دانستن نحوه خم کردن ورق فلز با درک این نکته همراه است که عواملی مانند ضخامت متریال، اندازه خم، شعاع خم شدن ورق فلزی و هدف مورد نظر تعیین کننده روش مورد استفاده است.
میزان خمش ورق فلز
میزان خمش یک اصطلاح تولیدی است که به میزان تطبیق کشش و خمش ورق فلزی اطلاق میشود. ضریب K، ضریب ثابتی است که در محاسبه خمش ورق فلز به کار میرود و امکان تخمین مقدار کشش یک ماده را فراهم میکند. در حالی که سطح داخلی ورق فلز منقبض میشود، قسمت بیرونی منبسط میگردد، بنابراین ضریب K ثابت میماند. ضریب K به عنوان یک رقم کنترلی در محاسبه خمش ورق فلز به کار میرود.

گونههای خمکاری فلزات
در ادامه انواع شکلهای مختلف خمکاری فلزات بررسی خواهد گردید. روشهای ذکر شده در زیر نه تنها به شما نشان میدهد که چگونه ورق فلز را خم کنید، همچنین به شما نشان میدهند که برای بهترین نتیجه از کدام یک استفاده کنید. رایج ترین روشهای خمش ورق فلزی عبارتند از:
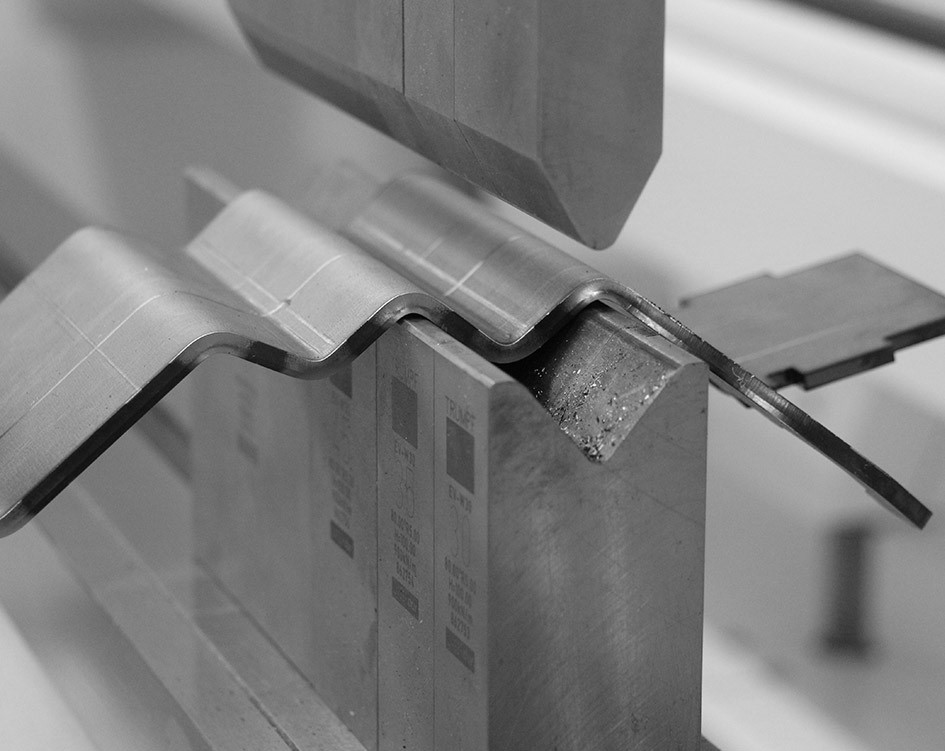
۱– خمش Vشکل یا گوهای
خمش V شکل رایجترین روش خمش ورق است زیرا برای اکثر پروژههای خمشی استفاده میشود. از ابزاری به نام پانچ و v-die برای خم کردن ورقهای فلزی در زوایای دلخواه استفاده میگردد. در طول فرآیند، پانچ خمشی بر روی ورق فلزی قرار گرفته و روی V-die فشار میآورد.
زاویه تشکیل شده توسط ورق فلزی به نقطه فشار پانچ بستگی دارد و باعث میشود این روش آسان و کارآمد باشد زیرا میتوان از آن برای خم کردن صفحات فولادی بدون تغییر موقعیت آنها استفاده کرد.
معمولاً در حین خمش V از پرس ترمز استفاده میشود زیرا ورق فلزی در تماس با کف قالب قرار نمیگیرد. پرس بریک، ماشین ساده است که در فرآیندهای خمش ورق فلزی به کار می رود، با کار برای بستن ورق فلزی در موقعیت فشار بین پانچ و قالب، خمهای مورد نظر را روی ورق ایجاد مینماید.
روش خمش V شکل را میتوان به دو دسته بخشبندی کرد:
اول. خمکاری کفی (Bottoming)
همانطور که از نام آن پیداست، کف یا خمش پایین شامل فشرده کردن ورق فلزی به پایین قالب از پیش تعیین شده برای تشکیل یک زاویه و شکل مشخص است. در این روش، موقعیت و شکل زاویه قالب، نتیجه خم شدن را تعیین مینماید و نیروی پانچ و زاویه قالب، ورق فلز را با یک ساختار دائمی منطبق میکند.
دوم. خمV به روش حلقه زنی (Coining)
کوینینگ یک روش خمشی است که به دلیل دقت و توانایی منحصر به فرد آن در ایجاد ورقهای متمایز به طور گسترده مورد استفاده قرار میگیرد. این به این دلیل است که حلقه در شعاع کوچکی به ورق فلز نفوذ میکند و یک فرورفتگی روی حلقه ایجاد مینماید تا ورقها را از دیگری متمایز کند.
۲– خمش با هوا (Air Bendig)
خمش با هوا یا خمش جزئی در مقایسه با ته نشینی و حلقه زنی، روشی با دقتی کمتر است. با این حال، معمولاً به دلیل سادگی و سهولت تغییر با دست استفاده میشود زیرا به ابزار نیاز ندارد. اما یک نقطه ضعف نیز دارد که خمش هوا تنها روشی است که مستعد برگشت فنری ورق فلزی است. در خمش هوا، پانچ نیرویی بر روی ورق فلزی که در هر دو نقطه دهانه قالب قرار دارد، وارد میکند.
۳– خم شدن رول شکل
خم شدن بصورت رول روشی است که برای خم کردن ورقهای فلزی به شکل رول یا منحنی استفاده میشود. این فرآیند از یک پرس هیدرولیک، یک پرس بریک و سه مجموعه غلتک برای ایجاد خمهای مختلف یا یک خم گرد بزرگ استفاده میکند. این روش در تشکیل مخروطها، لولهها و اشکال توخالی مفید است، زیرا از فاصله بین غلتکهای خود برای ایجاد خمیدگی و انحنا استفاده مینماید.
۴– خمکاری U شکل
از نظر اصولی، خمش U شبیه خمش V است. از همان ابزار (به جز U-die) و فرآیند استفاده میکند، اگرچه تنها تفاوت این است که شکل تشکیل شده U شکل است.
۵– خمکاری با قالب
این خم کردن در خمش لبههای فلزی استفاده میشود. فرآیند بستگی به قالب دارد. به عنوان مثال، ورق فلزی باید به درستی روی قالب فشار داده شود.
۶– خمش دوار
این روش خمشی نسبت به خمش با قالب یا خمش V ارجحیت دارد، زیرا منجر به خراشیدگی سطح مواد نمیگردد و میتواند مواد را به گوشههای تیز خم کند. به عنوان مثال، در گوشههای خمشی بیش از ۹۰ درجه استفاده میشود.
خدمات خمکاری در مجموعه شیت لیزر
خمکاری انواع فلزات با پیشرفتهترین و دقیقترین متدهای روز در مجموعه شیت لیزر انجام میگردد و این مجموعه از جمله معتبر ترین مجموعه های معتبر در این صنعت می باشند که در رزومه خود مجموعه غنی از نمونه کار ها و سوابق کاری درخشان دارا هستند.
مزایای خمکاری با لیزر
- قابل اجرا بر روی مواد سخت و ضخیم است.
- شکل دهی در نواحی غیرقابل دسترس امکان پذیر است.
- اشکال پیچیده مختلفی قابل تولید است.
- بدون ابزارهای سخت قابل انجام است.
- در زمان ساخت صرفهجویی میشود.